Sf2m.conference-services.net
Colloque Supméca 2015 - Les Assemblages Mécaniques
Développement d'un assemblage bimétallique hétérogène
pour l'ultravide
1Sominex SAS, Recherche et Développement, 13, rue de la résistance, 14400 Bayeux, France
Résumé.
Sominex, PME manufacturière œuvrant dans le secteur de la recherche scientifique, cherche à se développer en innovant dans des produits et des procédés de fabrication permettant de répondre aux exigences de ses clients, notamment dans le domaine des accélérateurs de particules pour lequel le savoir-faire de l'entreprise est déjà bien reconnu. Dans ce cadre Sominex a développé une bride bimétallique constituée d'un anneau extérieur en acier inoxydable et d'un cœur en alliage d'aluminium. Ces deux matériaux, non miscible par soudage par voie liquide, sont assemblé conjointement de manière mécanique et par soudure par procédé de friction malaxage entre les deux matériaux. La liaison mécanique permettant d'assurer les caractéristiques mécaniques de l'assemblage et la soudure par friction malaxage son étanchéité. Ce procédé de soudage, développé de manière récente, permet dans ce cas, de générer des couches d'intermétalliques à l'interface des deux matériaux. Ces couches sont de suffisamment faible épaisseur (de 1 à 6 micromètres) pour ne pas fragiliser la liaison outre mesure, et leur grande compacité permet d'obtenir une étanchéité parfaite.
Abstract.
Sominex is a manufacturing company specialized in manufacturing part and complete equipments for scientific research. The development of Sominex drives the company to innovate in new products and new manufacturing processes, mainly for scientific research field of customer, and especially for particles accelerator. That's why, for this kind of installation, Sominex has developed a bimetallic flange realized with a stainless steel exterior part and an aluminum alloy internal part, welded together. These two metallic heterogeneous materials, impossible to weld together by traditional liquid way, are joined in the same time in a mechanical way and welded together with friction stir welding process. The mechanical method manages the tensile strength and the welding manages the low leakage rate. This friction stir welding process creates intermetallic layers at the interface between the two materials. The interest of the process is to create very thin layers that are small enough (1 to 6 micrometers) to avoid great fragility of the junction.

Colloque Supméca 2015 - Les Assemblages Mécaniques
1 Contexte de l'entreprise Sominex
Sominex est une PME manufacturière basée à Bayeux, dans le Calvados. Sominex fabrique des équipements pour différents domaines d'activité à l'aide des procédés traditionnels de fabrication tels que l'usinage, la chaudronnerie et la soudure ou encore le montage et le cablage de systèmes complets. Sominex possède également un bureau d'études compétent en mécanique, électrotechnique et automatisme. Les clients de Sominex œuvrent dans les domaines suivants :
Recherche pétrolière
Recherche Scientifique (Accélérateurs de particules)
Energies nucléaires et renouvelables
Sominex a jusqu'à il y a peu d'années eu un rôle de sous-traitant ‘hight tech' pour ses clients,
en réalisant pour eux des pièces sur plan ou des équipements complets sur cahier des charges grâce à son bureau d'études.
Sominex emploie 80 personnes et son chiffre d'affaires tourne autour de 18 M€. Le
développement de Sominex passe, comme pour beaucoup de PME de ce type, par une structuration interne lui permettant d'atteindre les marchés les plus exigeants en qualité (Sominex est ISO9001 et 14001), une présence accrue à l'exportation (Développement de Sominex au Canada) et un renforcement de sa structure de recherche et développement par l'arrivée de deux ingénieurs.
Le renforcement de ce service à pour but pour Sominex de pouvoir développer rapidement
une gamme de produits propres à l'entreprise et innovants.
C'est ce qui a été réalisé avec le développement d'une bride bimétallique permettant le
raccordement des enceintes à vide en alliage d'Aluminium pour les accélérateurs de particules.
2 Contexte du développement innovant
2.1 Contexte du marché
Sominex possède une compétence reconnue dans la fabrication de chambres à vide et la mécanique
associée, jusqu'à des pressions dites ‘ultravide', c'est-à-dire inférieure à 10-7 mbar, et ce jusqu'aux
pressions extrêmes utilisées actuellement dans ce domaine de l'ultravide, soit de l'ordre de 10-12 mbar.
Ce type d'équipement est principalement destiné aux accélérateurs de particules.
Traditionnellement ces chambres à vides sont fabriquées en acier inoxydable de type 316L ou 316LN si l'on désire des propriétés de paramagnétisme plus fortes.

Colloque Supméca 2015 - Les Assemblages Mécaniques
Mais pour certains types d'accélérateurs, et de plus en plus fréquemment, certains alliages
d'Aluminium (Séries 5xxx et 6xxx) deviennent intéressants pour leurs propriétés physiques différentes de celles de l'Acier Inoxydable, notamment :
L'absence de Carbone dans les parois des chambres.
Les caractéristiques magnétiques et électriques plus intéressantes que celle de l'Inox
Une durée d'irradiation plus courte en fin d'expérience.
De ce fait de plus en plus de chambres à vide sont fabriquées en alliage d'Aluminium. Les
considérations de poids et de coût de matière ne sont pas prépondérantes dans ce cas d'emploi.
Exemple de chambre à vide en acier inoxydable :
Comme on peut le constater sur l'exemple ci-dessus les différents raccordements à réaliser
sur la chambre et entre les chambres sont fait par l'intermédiaire de brides. Lorsque l'on est à des niveaux de vide du type ultravide ces brides sont particulières, ce sont des brides CF, dites également ‘Brides à couteau'.
La particularité des ces brides est la manière de réaliser l'étanchéité au vide : Sur la face
extérieure de ce type de bride une arête (couteau) est réalisée dans l'acier inoxydable. Lorsque deux brides sont montées face à face puis serrées ensembles, ces deux arêtes se retrouvent en vis-à-vis et viennent s'insérer à force dans un joint cuivre positionné entre les brides, afin de réaliser une étanchéité parfaite. Le taux de fuite de cet assemblage est largement inférieur à 10-9 mbar.l/s, ce qui est le minimum requis pour des montages en ultravide.
Principe de réalisation d'une étanchéité par brides CF
2.1 Bride
Colloque Supméca 2015 - Les Assemblages Mécaniques
bimétallique préexistante
Le principe d'utilisation des brides CF implique de réaliser l'arête du couteau dans un matériau plus
dur que le cuivre afin de pouvoir insérer l'arête dans le joint. Cette arête ne peux dons pas être réalisée
dans une bride en alliage d'aluminium, et cette bride doit pouvoir se souder sur une chambre à vide en
alliage d'aluminium. Il faut donc qu'elle possède un corps en Alliage d'aluminium compatible avec la
chambre sur laquelle elle sera soudée et une surface extérieure en acier inoxydable permettant de
réaliser l'arête servant à l'étanchéité.
Une solution en soudure par explosion existe actuellement et est la seule solution employée
actuellement. Cette solution est donc monopolistique pour régler l'étanchéité des chambres à vide en alliage d'aluminium. Cette bride possède deux faces, une en acier inoxydable et une en Alliage d'aluminium, ces deux faces étant soudée ensemble par le procédé d'explosion.
Cependant cette bride possède plusieurs inconvénients :
Elle est onéreuse
L'étanchéité n'est pas garantie et un certain nombre d'entre elles ont un taux de fuite supérieur à 10-9 mbal.l/s, dons non utilisable, même après achat.
Les délais peuvent être important, notamment si l'on recherche des alliages d'aluminium non standard
Cette bride possède des matériaux intermédiaire à l'interface de soudure (Cu, Ti) qui peuvent nuire au faisceau de particules
Une partie de la bride en acier inoxydable est ‘visible' par le faisceau, ce qui peut créer des perturbations électromagnétiques
Bride ‘explosée'
contexte et de la demande croissante de
bride bimétalliques, Sominex
a décidé de développer une bride innovante
permettant de résoudre les inconvénients cités ci-dessus.
Il a donc fallu rechercher un procédé de soudure dont le résultat pouvait être plus fiable que
celui de soudure par explosion et valide pour l'assemble de l'acier inoxydable avec plusieurs alliages d'aluminium.
Suite à un benchmarking concernant les divers procédés existants, nous avons retenu deux
méthodes de soudure possibles :
La soudure par friction
La soudure par friction malaxage
Ces deux procédés permettent d'effectuer une soudure de matériaux sans passer par leur état
liquide. Ils évitent donc tous les inconvénients dus au passage en phase liquide lors d'une soudure
conventionnelle. Par ailleurs ces deux procédés, une fois mis au point, sont réalisables sur les
machines outils que possède Sominex.
2.3 Procédé de soudure par friction malaxage
La soudure par friction malaxage est une soudure de pièces fortement bridées placées de
proche en proche sur une enclume où la jonction entre les deux matériaux est malaxée avec un outil. Il est inséré à la jonction avec une vitesse de rotation élevée. Sa géométrie est généralement axisymétrique; composée d'un pion et d'un épaulement. En pénétrant dans la matière jusqu'à l'épaulement, le système va chauffer sans atteindre le point de fusion (0,6 à 0,75 fois la température de
Colloque Supméca 2015 - Les Assemblages Mécaniques
fusion) des matériaux et le plastifier. Une fois plongé, l'outil avance entre les tôles, la matière s'écoule de l'avant vers l'arrière du pion pour former le joint soudé.
Représentation schématique du principe de soudure par friction-malaxage
2.4 Procédé de soudure par friction
La soudure par friction est une soudure par voie solide où la chaleur pour former une liaison des deux
parties à assembler est apportée par leur frottement. Cette technique est assez comprise par l'industrie,
permettant la jonction de métaux dissemblables depuis les années 40.
Il existe trois variantes du procédé pour des appareillages et des configurations diverses (Fig.1):
• La soudure par friction rotative:
Cette technique permet seulement la soudure de pièces avec leur surface à souder circulaire et
une des deux parties tourne sur son axe longitudinal pendant que la seconde est fixe. Une pression est appliquée pour former la jonction.
• La soudure par friction linéaire:
Une partie, là encore, reste fixe tandis qu'une autre effectue un mouvement alternatif linéaire
sous une force axiale.
• La soudure par friction orbitale:
C'est une combinaison de la friction rotative et linéaire. Les deux parties à joindre sont en
rotation sur leur axe longitudinal respectif à la même vitesse angulaire mais les deux axes sont parallèles mais ne sont pas alignés.
Les deux dernières techniques permettent la soudure de surfaces non-circulaires et la génération
de chaleur est quasi-uniforme sur la surface des faces en contact. Mais la soudure par friction rotative reste tout de même la plus ancienne technique, la plus connue.
Quatre paramètres caractérisent la soudure par friction: La pression de friction le temps de
friction, la pression de forgeage, et la vitesse de mouvement (rotation, alternatif).
Colloque Supméca 2015 - Les Assemblages Mécaniques
Figure 1 : Techniques de soudure par
friction. (i)Rotative, (ii)Linéaire,
3 Développement d'une bride bimétallique
3 1 Soudage par friction
Notre première phase de développement a été de travailler sur la possibilité de souder deux pièces
ayant la conformité d'une bride, en Alliage d'Aluminium (5083) et en acier Inoxydable (316L) en
soudure par friction. Nous avons fait différents essais de soudure sur un équipement adapté à ce type
de soudure, par soudure rotative.
L'équipement que nous avons utilisé était instrumenté de telle sorte que nous pouvions
obtenir après essai l'ensemble des paramètres de soudure, soit les efforts, les vitesses et les différents temps du process.
Nous avons réalisé un plan d'expérience basé sur le savoir faire de la personne qui utilisait
cet équipement habituellement, mais qui n'avait jamais testé de soudure bimétallique entre l'acier inoxydable et un alliage d'aluminium.
Le temps de soudure pendant la rotation est représentée par les courbes soit jaune ((vitesse)
soit verte (effort).
Nous avons réussi à réaliser quelques soudures étanches avec des conditions de soudure assez
extrêmes concernant le temps de soudure. En effet pour réussir une soudure étanche nous avons du
diminuer le temps de friction sous la seconde, de l'ordre de 755 ms. De ce fait la reproductibilité n'est
plus garantie, car les autres conditions (état de surface, précision de la machine…) pèsent sur un
paramètre aussi précis et ne permettent pas d'avoir suffisamment de marge de manœuvre pour pouvoir
souder avec une bonne reproductibilité (ce paramètre n'est pas assez robuste). Nous l'avons constaté
car, en appliquant les mêmes paramètres sur des pièces qui provenaient de la même fabrication
(matière et usinages identiques) , nous n'avons pas eu de reproductibilité dans l'étanchéité, certaines
fautaient et d'autres non.
Après deux campagnes d'essais, nous avons abandonné cette méthode car pas assez industrielle à nos
yeux
.3 1 Soudage par friction malaxage
Nous avons alors travaillé sur le deuxième axe de développement retenu, la soudure par friction
malaxage.
Nous avons d'abord fait des essais en soudure linéaire entre deux plaques, l'une en acier
inoxydable (316L) et l'autre en alliage d'aluminium (5083). Nous avons travaillé avec l'institut de soudure pour tenter de mettre au point les paramètres de soudure avec comme objectif de réaliser une soudure en bout à bout. Après de multiples essais, en utilisant plusieurs types d'outils de soudure (matière et forme) et différents paramètres de soudure, nous n'avons pas pu aboutir à une soudure
Colloque Supméca 2015 - Les Assemblages Mécaniques
digne de ce nom en bout à bout. Nous ne sommes arrivés qu'à produire un collage avec un état de surface exécrable au niveau de l'empreinte de l'épaulement et du pion de l'outil de soudure.
Nous avons ensuite décidé de travailler par transparence, c'est-à-dire avec l'extrémité de
l'outil de soudure (pion) qui traverse l'alliage d'aluminium pour aller frotter sur la partie acier inoxydable. Cette solution s'est rapidement avérée valide quant aux résultats en étanchéité et en état de surface de soudure. Nous avons alors développé plusieurs paramètres :
Forme et matière de l'outil de soudure
Paramètres de soudure (Vitesse de rotation, avance, angle de l'outil, profondeur de pénétration dans l'acier)
Après plusieurs campagnes d'essai et une mise au point de ces paramètres nous avons pu
transférer cette soudure linéaire en soudure circulaire, induisant quelques changements mineurs sur les paramètres définis précédemment.
Schéma de la soudure par transparence
Résultat en soudure linéaire
Outil de soudure
Résultat en soudure circulaire
Les résultats de cette soudure, très bons en ce qui concerne l'étanchéité, sont un peu moins
performants en ce qui concerne la résistance mécanique à la rupture de la soudure qui est comprise entre 80 et 120MPa. La nuance d'aluminium employée (5083) ayant une résistance à la rupture de 285
MPa. Cette résistance n'est pas suffisante pour garantir la tenue de cette bride sollicitée en flexion.
Afin de garantir cette tenue en flexion dues aux charges en porte à faux ainsi qu'au désemmanchement entre la partie en acier inoxydable et la partie en alliage d'aluminium, nous avons ajouté un assemblage mécanique traditionnel de type filetage.
L'assemblage des deux matériaux est donc double :
Assemblage mécanique par filetage pour garantir la tenue mécanique
Assemblage soudé en friction malaxage pour garantir l'étanchéité.
Colloque Supméca 2015 - Les Assemblages Mécaniques
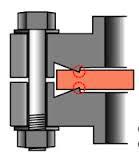
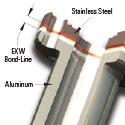
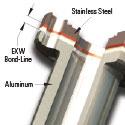
Voici le schéma de cette bride avec les deux assemblages
Couteau en acier inoxydable
Cœur en al iage aluminium
Zone soudée de type
Assemblage mécanique:
Filetage spécifique
développé par Sominex
Ce double assemblage permet d'obtenir les caractéristiques suivantes testées sur la bride ou sous forme de chambre à vide :
Après étuvage à 250°C pendant 48h :
Taux de fuite < 1.10-9 mbar.l/s
Utilisable à 1.10-10 mbar en ultravide
Utilisable jusqu'à 270°C
Non utilisable en cryogénie avec ce design Tests réalisés sur la bride ou sur la chambre reconstituée :
Effort de désassemblage des deux parties de la bride > 50kN
Etanchéité conservée après 100cycles de fatigue en flexion à 4000N en bout de bride
Etanchéité conservée après 10 cycles de chauffage à 270°C
Tests effectués sur la soudure elle-même :
Résistance mini à la rupture en cisaillement : 80MPa
3 1 Caractérisation de l'interface de soudure
Afin de caractériser l'interface de soudure entre les deux matériaux, nous avons travaillé avec le
laboratoire Crismat à Caen, partie métallurgie, sous la responsabilité du professeur Eric Hug.
Ce laboratoire (CNRT) possède les équipements ainsi que les expertises nécessaires à la
compréhension des phénomènes mis en œuvre lors de la soudure par friction malaxage.
Les deux caractéristiques principales de cette interface sont :
Caractéristiques mécaniques :
Grande compacité de la zone soudée
Colloque Supméca 2015 - Les Assemblages Mécaniques
Interface ‘tourmentée' favorisant l'accrochage mécanique entre les deux matériaux
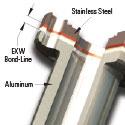
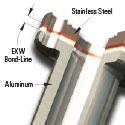
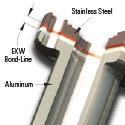
Interface de soudure
Caractéristiques métallurgiques :
Présence d'une fine zone d'intermétalliques continue tout au long de l'interface de soudure, d'une épaisseur comprise entre 1 et 5 micromètres.
Composés intermétalliques
La première conclusion que nous avons établie est que les composés intermétalliques générés lors de
la soudure sont suffisamment fin pour permettre l'accrochage métallurgique des deux matériaux et pour ne pas rendre l'interface de soudure trop fragile.
L'intérêt du processus de soudure par friction malaxage est sa reproductibilité et donc sa
capacité à reproduire la même soudure en utilisant les mêmes paramètres de soudure avec des pièces
usinées avec une précision habituelle dans l'industrie.
Cela permet donc à Sominex de pouvoir mettre cette bride bimétallique sur le marché avec
garantie du résultat.
Cependant nous n'avons pas à ce stade optimisé cette soudure dans ses caractéristiques de
résistance mécanique ni dans la composition et l'épaisseur des composés intermétalliques.
4 Conclusion
Avec ce développement, Sominex a abouti à un premier produit commercialisable, ce qui était
l'objectif recherché.
Ce produit se positionne parfaitement, tant en prix qu'en caractéristiques, par rapport à la bride
bimétallique déjà existante réalisée en soudure par explosion.
Colloque Supméca 2015 - Les Assemblages Mécaniques
Mais ce développement nous a ouvert un champ de recherche important au niveau des évolutions possibles de la soudure réalisée :
Optimisation des caractéristiques mécaniques en travaillant sur les paramètres de soudur
Meilleure connaissance des composés intermétalliques générés lors de la soudure et mise en relation de leurs caractéristiques avec la résistance de la soudure.
Possibilité de soudure ‘surfacique' en augmentant le nombre de passes juxtaposées
Possibilité d'autres couples de matériaux
Réponse à des demandes particulières clients - Par exemple jonctions bimétalliques tubulaires en soudure orbitale.
Possibilité de créer un assemblage mécanique par le procédé de friction malaxage
Afin d'explorer plus avant un certain nombre de ces possibilités et de bien comprendre les
mécanismes liés à la gestion des composés intermétalliques lors du processus de soudure par friction malaxage, Sominex et le Crismat vont mettre en œuvre conjointement une thèse Cifre qui se déroulera pendant les trois prochaines années.
Source: https://sf2m.conference-services.net/resources/1448/4498/pdf/SUPMECA_0013_paper.pdf
Sociedad de Agricultores Unidos de la República Oriental del Uruguay Fundada en 1901, con Personería Jurídica DIZIRAM 76 WG 1. IDENTIFICACIÓN DE LA SUSTANCIA Ojos: Enjuagar inmediatamente los ojos con agua limpia durante al menos 15 minutos y obtenga ayuda medica. Nombre producto: Ziriam 76 PCT WDG Ingestión: Lavar la boca con agua. No induzca el vómito. Mante-
NIH Public AccessAuthor ManuscriptSupport Care Cancer. Author manuscript; available in PMC 2012 April 27. NIH-PA Author Manuscript Published in final edited form as: Support Care Cancer. 2011 June ; 19(6): 833–841. doi:10.1007/s00520-010-0911-0. A double-blind, placebo-controlled trial of a topical treatment for chemotherapy-induced peripheral neuropathy: NCCTG trial

